


Computer vision in manufacturing: Improving production and quality

Explore how computer vision can reshape manufacturing with defect detection, workflow optimization, and innovative tools like Ultralytics YOLO11.

Explore how computer vision can reshape manufacturing with defect detection, workflow optimization, and innovative tools like Ultralytics YOLO11.
Manufacturing is entering a new era, driven by advancements in artificial intelligence (AI) and computer vision. According to Panasonic research, computer vision is expected to increase productivity by 52% in manufacturing over the next three years—more than any other sector, translating into improved operational efficiency, reduced waste, and higher profitability, paving the way for smarter, more competitive factories.
In this article, we’ll take a look at the role of computer vision in manufacturing, highlighting its impactful applications in quality control, assembly automation, and predictive maintenance. We’ll also explore the benefits, challenges, and future potential of this innovative technology.
Computer vision, a branch of AI, leverages cameras and algorithms to interpret visual data in real time. This technology automates tasks traditionally performed by human inspectors, enabling faster and more consistent results.
In manufacturing, computer vision systems deployed on cameras can be integrated across production lines to inspect products, track inventory, and monitor machinery. These systems can identify defects, optimize processes, and provide actionable insights by analyzing high-resolution images and videos.
Vision AI models like Ultralytics YOLO11 offer real-time object detection capabilities that make them well-suited for manufacturing environments, where speed and accuracy are critical.
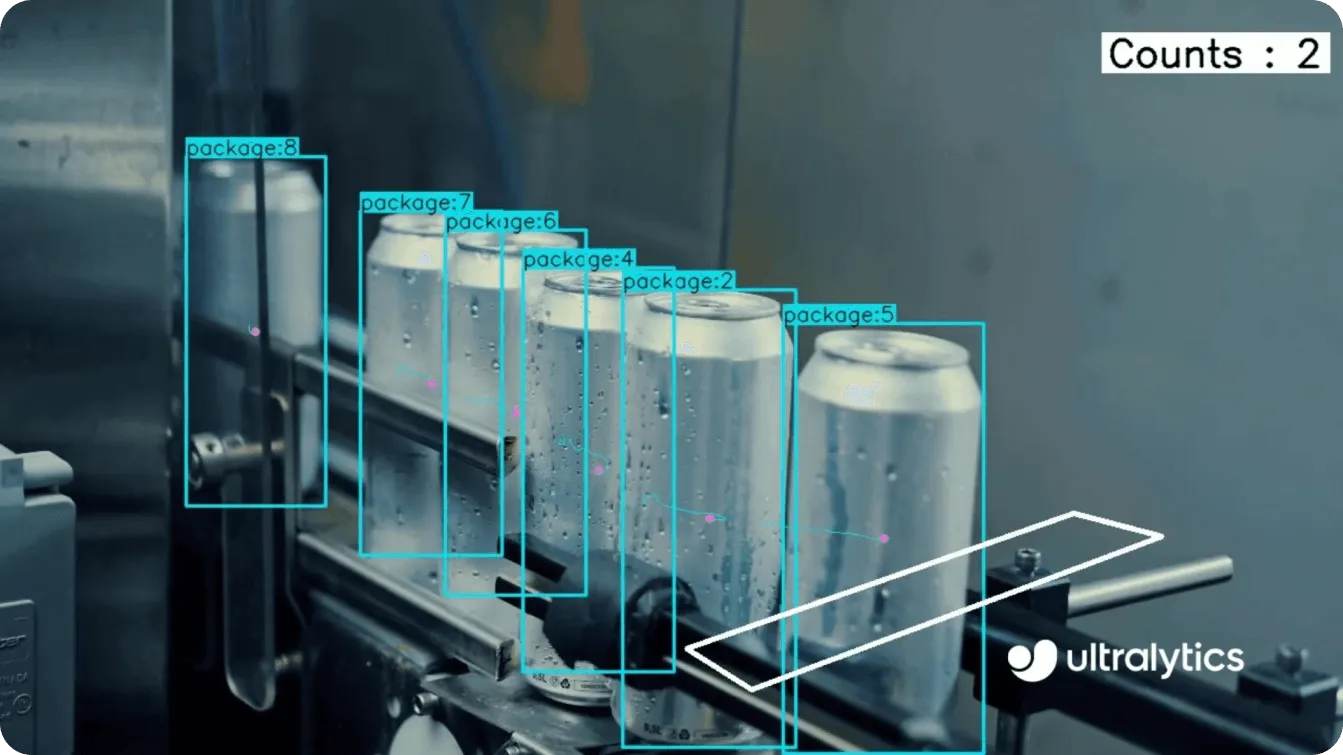
For example, cameras mounted on robotic arms can scan components to verify assembly accuracy, while conveyor belt systems use object detection for tasks like counting or identifying defective products to then sort automatically.
As manufacturing evolves in the digital era, computer vision stands out as a driving force behind improving efficiency and precision. By automating critical processes such as quality control, equipment monitoring, and inventory management.
Let’s explore how these technologies are helping production industries.
Defect detection is one of the most critical computer vision applications in manufacturing. Traditional quality control methods rely heavily on manual inspection, which can be time-consuming, inconsistent, and prone to errors. Computer vision systems can help automate this process, by analyzing products for defects with unparalleled precision.
For instance, computer vision models can detect surface defects such as cracks, scratches, or discoloration on manufactured products. These systems can play a role in ensuring consistency and reducing material waste by identifying defects early in the manufacturing process.
Assembly lines have long been the backbone of manufacturing. Computer vision can now enhance these systems by automating tasks such as part alignment, assembly verification, and robotic guidance.
Equipped with object detection algorithms, robots can accurately place components, reducing assembly errors and improving efficiency. Computer vision models like YOLO11, can be trained to track or count items in real time as they move along conveyor belts, streamlining internal workflows and processes.

Another example of automation can be in hybrid setups, where human employees collaborate or operate robots where computer vision can help to ensure overall safety and precision.
Models can be trained for computer vision tasks such as pose estimation and deployed on cameras to help monitor worker positions, allowing robots to adapt their movements in real-time to avoid collisions. This blend of human expertise and machine accuracy can reshape assembly lines for increased productivity.
Predictive Maintenance and Equipment Monitoring
Unplanned equipment failures often lead to significant downtime and financial losses in manufacturing. Predictive maintenance, powered by computer vision, can identify early signs of wear and tear including crack detection in metal components of machinery in factories through visual data analysis.
Other aspects such as heatmaps, structural anomalies, and vibration patterns can also be monitored to predict potential failures, allowing for timely interventions.
Efficient inventory management is vital for maintaining smooth production workflows. Computer vision systems track inventory levels in real-time, automating stock counts and identifying misplaced items. Combined with AI analytics, these systems help manufacturers forecast demand, streamline storage, and improve supply chain efficiency.
In logistics, computer vision-equipped drones and robots are increasingly used to monitor warehouse conditions, track shipments, and ensure proper handling of goods.
YOLO11 is a high-performance object detection model that can streamline industrial operations in multiple ways. Its real-time processing capabilities make it ideal for manufacturing tasks that require both speed and accuracy.
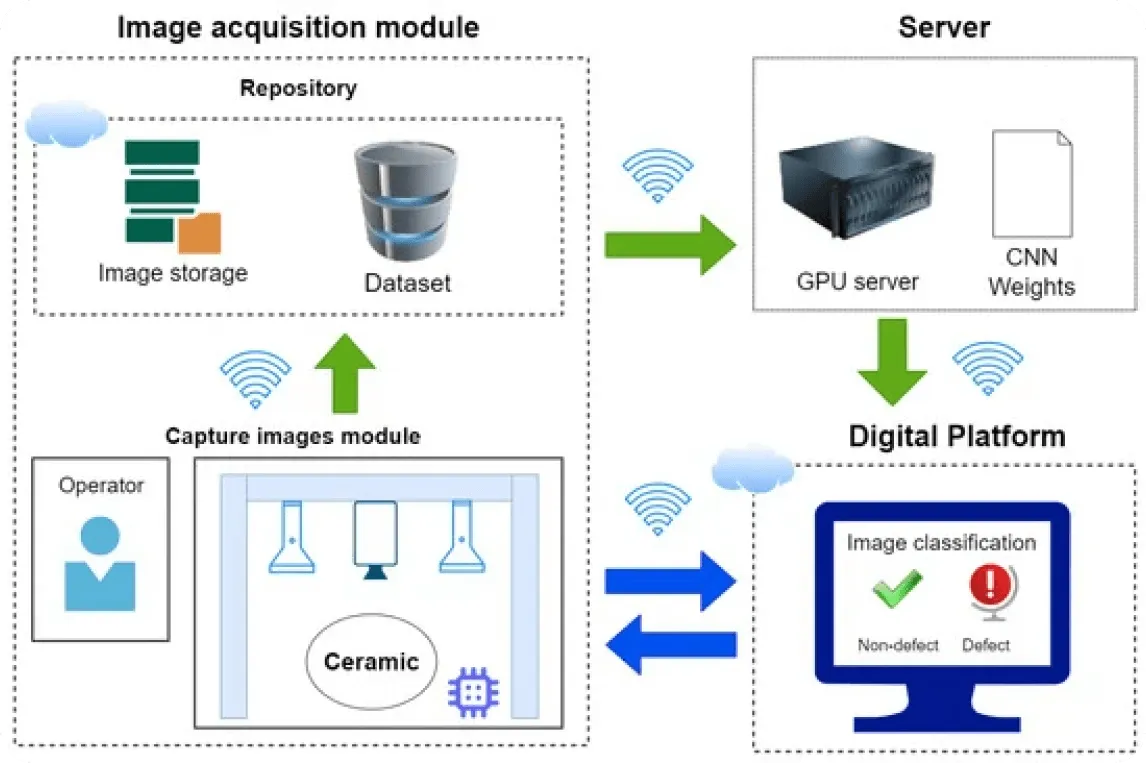
When trained on industry-specific datasets, YOLO11 can differentiate between defective and non-defective items with high accuracy, proving that it can be an invaluable tool for quality control. Manufacturers can perform tasks from object classification to instance segmentation to pinpoint exact defect locations, streamlining repairs and improving overall efficiency.
Overall, the integration of computer vision technology into manufacturing operations provides a wide range of advantages:
While the benefits of computer vision are significant, manufacturers must also take into consideration some challenges:
By addressing these challenges with proper planning and investment, manufacturers can unlock the full potential of computer vision.
The future of computer vision in manufacturing is poised to streamline the processes in the industry with significant advancements, reshaping how factories operate and innovate.
Emerging technologies like 3D imaging, advanced defect detection, and AI-driven sustainability are driving this transformation, enabling unprecedented precision and efficiency in manufacturing processes.
One of the most promising developments is the integration of 3D vision and spatial analysis within this industry. Unlike traditional 2D imaging, 3D vision captures depth and spatial relationships, allowing manufacturers to perform intricate tasks with unparalleled accuracy.
This technology is particularly valuable in precision-driven applications such as welding, robotic assembly, and material cutting, where even the slightest deviation can impact quality. By offering precise measurements and detailed spatial insights, 3D imaging ensures higher accuracy and consistency across manufacturing lines.
Another area of innovation lies in defect detection, which continues to evolve with the adoption of advanced multispectral and hyperspectral imaging. These systems can identify hidden flaws that are invisible to the naked eye, such as structural weaknesses or material inconsistencies.
Future vision systems powered by these technologies will play a role in enhancing quality control by ensuring defects are detected and rectified at early stages, minimizing waste and preventing costly recalls. This advancement not only strengthens customer satisfaction but also significantly reduces financial risks for manufacturers.
Beyond improving production processes, computer vision is playing a crucial role in driving sustainability in manufacturing. With growing global emphasis on reducing carbon footprints and achieving energy efficiency, AI-powered vision systems are helping factories optimize energy use and resource allocation.
For instance, real-time monitoring of machinery and processes can identify inefficiencies, enabling manufacturers to reduce energy consumption, lower emissions, and minimize waste. These innovations align manufacturing practices with global sustainability goals, making operations not only more efficient but also environmentally responsible.
Computer vision is positively impacting the future of manufacturing by automating critical processes, enhancing product quality, and driving efficiency. From defect detection to predictive maintenance, this technology is enabling manufacturers to build smarter, more resilient operations. Tools like YOLO11 are at the forefront of this transformation, providing the real-time insights needed to stay competitive in an evolving industry.
Explore how Ultralytics is shaping the future of Industries like manufacturing and agriculture with AI-powered solutions. Visit our GitHub repository and join our community to learn more about our latest advancements in computer vision and industrial automation. 🏭
.webp)

.webp)