



Explore how manufacturing execution systems enhance production with real-time data, AI, and computer vision; improving efficiency & ERP integration in factories.
%20(1).jpg)
Explore how manufacturing execution systems enhance production with real-time data, AI, and computer vision; improving efficiency & ERP integration in factories.
In most manufacturing factories, daily tasks include inspecting machines, tracking data, and checking parts for defects. Unfortunately, these repetitive activities can be easily overlooked during long shifts.
However, with advancements like AI and computer vision, a subfield focused on teaching machines to understand visual information, many of these tasks are now being automated. To support this level of manufacturing automation, manufacturers are also using systems that bring together data from across the shop floor.
In particular, one of the systems driving this shift on factory floors is a manufacturing execution system (MES). Cutting-edge MES software can track every stage of production, deliver real-time data, and help teams respond quickly to issues on the floor.
In this article, we’ll explore how manufacturing execution systems (MES) work in factories and how technologies like AI and computer vision are making them smarter, faster, and more reliable. Let’s get started!
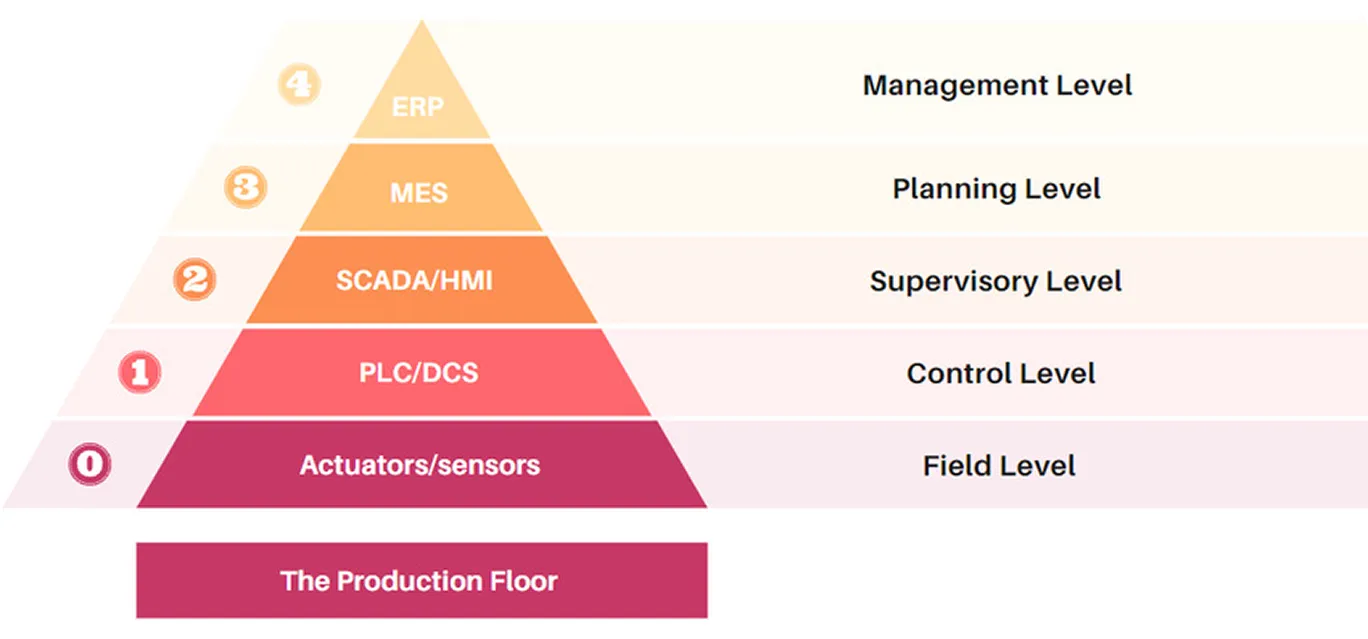
MES production software manages and monitors production on a factory floor. It connects enterprise solutions, such as Enterprise Resource Planning (ERP) systems, with real-time manufacturing operations.
While ERP plans inventory, materials, and schedules, MES focuses on execution. It sends instructions to machines and operators, captures production data, and tracks each step as it happens. This means manufacturers can spot delays, track quality, and make faster decisions.
For instance, in industries like pharmaceuticals and aerospace, MES helps track batches, equipment setup, and operator inputs. This makes it easier to trace every step of production if any issues arise.
MES and ERP systems work best when they’re connected. You can think of a resource planning ERP system as the brain of the operation, handling high-level planning like inventory, orders, and finances. MES production software works like the hands, managing the real-time activity on the shop floor such as production processes, equipment monitoring, and quality inspection.
When the brain and hands work together, the whole system runs more smoothly. Connecting the two creates a clear link between planning and execution. This improves coordination and helps teams make faster, more informed decisions across the entire operation.
Factories deal with custom orders, changes in orders, and strict quality checks every day. To better handle these challenges, MES software is built to stay flexible and maintain accuracy. These systems provide teams with a clear view of the shop floor and enable them to respond quickly to changes.
Specifically, MES technology plays a key role in production processes by offering real-time tracking. It monitors machine status, work orders, and material flow. This helps teams detect slowdowns or issues before they impact output.
Also, an MES system can make traceability possible, which is crucial in regulated and complex industries like biotechnology and medical device manufacturing, by tracking materials, machine settings, and actions throughout production. Such real-time data can support audits, ensure compliance, and maintain consistent product quality.
Before the concept of smart factories became popular, manufacturers relied on disconnected systems to manage production. This made it difficult to coordinate workflows, maintain traceability, or access real-time insights. As operations grew more data-driven, the industry needed a consistent way to define how MES technology fits into the broader production setup.
A major milestone was the introduction of ISA-95 in the late 1990s. It defined MES production software as the link between enterprise systems, such as ERP, and equipment on the shop floor. This helped standardize how MES supported tasks such as production scheduling, inventory tracking, and quality management.
Over time, manufacturing needs have changed. Companies now want better traceability, quick access to real-time data, and systems that meet both compliance and efficiency goals. These needs have shaped today’s MES software, which now supports manufacturing automation and helps factories become smart and connected.
Here are some essential MES software features and how they are related to boosting productivity, traceability, and quality in production processes:
While MES manufacturing software can track production data, it doesn’t analyze visual inputs from cameras. Important details, such as equipment wear and tear or assembly mistakes, can go unnoticed. Computer vision can step in and add that layer of insights, enabling manufacturing automation for tasks that were once completely manual or sensor-based.
Image analytics in manufacturing is driven by Vision AI models. Computer vision models, like Ultralytics YOLO11, can detect, track, and classify objects across video frames.
For example, YOLO11 can enable real-time quality checks by spotting defects and help monitor safety by detecting workers in restricted areas.
Here’s a closer look at some of the computer vision tasks supported by YOLO11 that can streamline production processes:

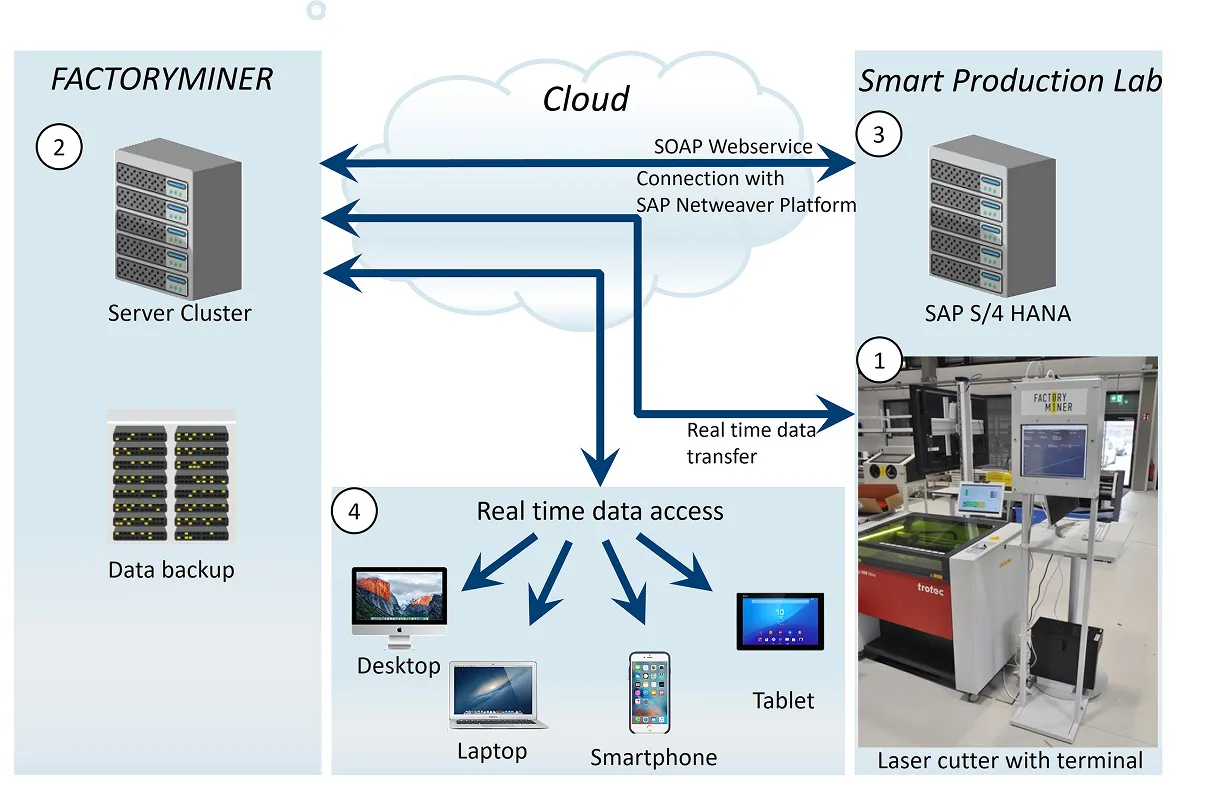
To tackle everyday challenges like manual data entry, miscommunication, and slow production processes, many manufacturers are turning to cloud-based Manufacturing Execution Systems (MES). These systems bring machines, people, and data together on one platform, helping teams work more efficiently and stay in sync.
With a cloud-based MES, tasks such as inventory management, quality management, and order updates occur in real-time and can be accessed from any device. This reduces delays, cuts down on errors, and makes it easier to manage operations across the board.
Another key benefit of cloud-based MES systems is that they can be enhanced with computer vision solutions, such as automated part inspection and operator activity monitoring.
For example, as seen earlier, Ultralytics YOLO11 can be used to track objects like components, tools, or finished goods as they move around the factory floor. Insights from such solutions can be used to identify workflow inefficiencies, prevent misplaced items, and support real-time decision-making.
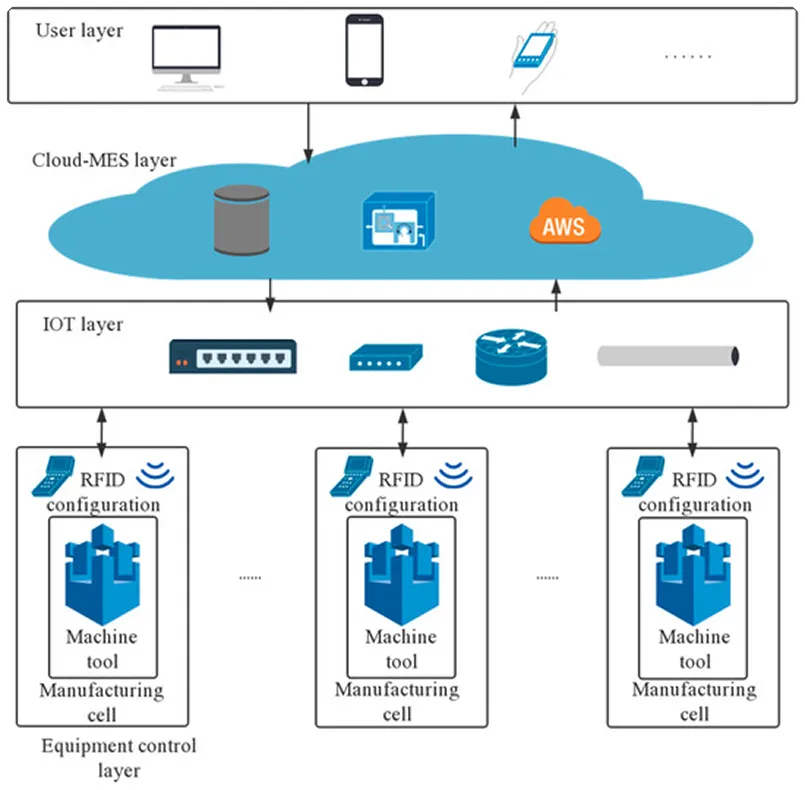
Beyond computer vision and cloud-based systems, MES technology is generally becoming smarter and more connected, integrating closely with resource planning ERP systems, cloud tools, and Internet of Things (IoT) devices. This shift directly improves responsiveness, and manufacturers are able to make faster, data-driven decisions.
For example, one major trend is the use of edge computing. Instead of sending data to the cloud, MES can now process it locally on the shop floor. This enables the collection and processing of real-time data, providing better visibility into operations.
Another area experiencing steady growth is the use of digital twins. These are virtual models that simulate machines or entire systems. They can be used to identify issues early and test improvements before they occur in real-world settings.
MES technology is becoming a critical part of today’s factories. With support from recent innovations like computer vision models, MES software can be used to monitor the shop floor, catch issues early, and keep production running smoothly. As MES systems continue to evolve, they’ll likely play an even bigger role in helping manufacturers maintain quality and make smarter, day-to-day decisions.
Join our community and explore our GitHub repository to discover more about AI. If you're looking to start your own Vision AI project, check out our licensing options. You can also see how AI in healthcare and Vision AI in retail are making an impact by visiting our solutions pages.


