


Using computer vision in the pharmaceutical industry

Explore how computer vision can improve pharmaceutical manufacturing, inventory management, and patient care, enabling smarter workflows.

Explore how computer vision can improve pharmaceutical manufacturing, inventory management, and patient care, enabling smarter workflows.
The pharmaceutical industry is rapidly evolving, with artificial intelligence (AI) playing an increasing role in improving efficiency, quality control, and inventory management. As production scales and regulatory requirements become stricter, ensuring accuracy in pharmaceutical processes is more critical than ever.
According to Mordor Intelligence, the Artificial Intelligence in Pharmaceutical Market size is estimated at USD 4.35 billion in 2025 and is expected to reach USD 25.73 billion by 2030. With this growth, computer vision models like Ultralytics YOLO11 can help streamline pharmaceutical workflows, enhancing pill detection, inventory tracking, packaging verification, and pharmacy operations.
By leveraging real-time object detection, classification, and counting, computer vision can support manufacturers, hospitals, and pharmacies in automating key processes while ensuring regulatory compliance.
In this article, we explore the challenges faced by the pharmaceutical industry, how computer vision can help, and real-world applications of Vision AI in the pharmacy industry.
Despite advancements in pharmaceutical research and manufacturing, several challenges can persist in quality control, inventory management, and regulatory compliance.
Addressing these challenges requires automated and scalable solutions, and computer vision can become a powerful ally.
Computer vision models can bring precision, efficiency, and adaptability to pharmaceutical applications. Their ability to detect and classify pharmaceutical products in real time makes them valuable tools for quality control, inventory management, and retail pharmacy optimization. By automating these processes, computer vision models like YOLO11 can help pharmaceutical companies improve accuracy, compliance, and operational efficiency.
Here’s how computer vision can be leveraged in pharmaceutical workflows:
By integrating computer vision into pharmaceutical workflows, manufacturers, distributors, and pharmacies can enhance efficiency, improve compliance, and deliver safer medications to patients.
Now that we’ve discussed the challenges in the pharmaceutical industry and how computer vision models can improve efficiency, let’s explore some of their real-world applications. Vision AI-powered systems can enhance drug manufacturing, packaging inspection, inventory management, and pharmacy operations.
Now, let’s take a closer look at how computer vision is used in pharmaceutical manufacturing and retail operations.
Managing pharmaceutical inventory efficiently requires precise pill detection and counting. Manual stock-taking is time-consuming and prone to errors, leading to discrepancies in medication records.
Computer vision models like YOLO11 can be trained on datasets to detect and count pills in storage containers, pill dispensers, and manufacturing lines. By integrating AI-powered cameras into inventory management systems, pharmacies, and production facilities can track stock levels in real-time, reducing miscounts and ensuring accurate medication distribution.

Automating pill detection and counting can help pharmaceutical manufacturers and hospital pharmacies maintain accurate inventory records, reducing waste and preventing shortages. This approach improves efficiency while ensuring timely medication availability for patients.
Maintaining high-quality pharmaceutical capsules is essential for patient safety and regulatory compliance. Defective capsules whether due to cracks, deformities, or incorrect color can compromise the effectiveness of medications. Traditional manual inspections often struggle to detect subtle inconsistencies, making automation a valuable solution for quality control.
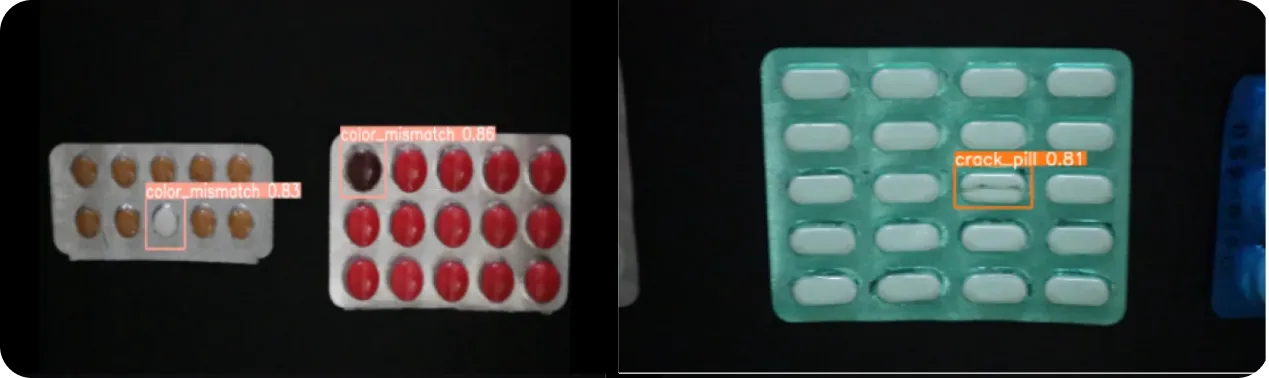
Computer vision models can be trained to analyze capsules at high speeds, identifying color mismatches, surface cracks, and deformities. By processing high-resolution images of capsules, AI-powered systems can detect irregularities that may indicate formulation errors or structural defects. This ensures that only pharmaceutical-grade capsules are distributed, reducing the risk of substandard medications reaching patients.
By integrating AI-powered quality control, pharmaceutical manufacturers can improve production accuracy, reduce defective products, and meet strict regulatory standards. Automating capsule inspection enhances manufacturing efficiency while ensuring consistent quality in pharmaceutical production.
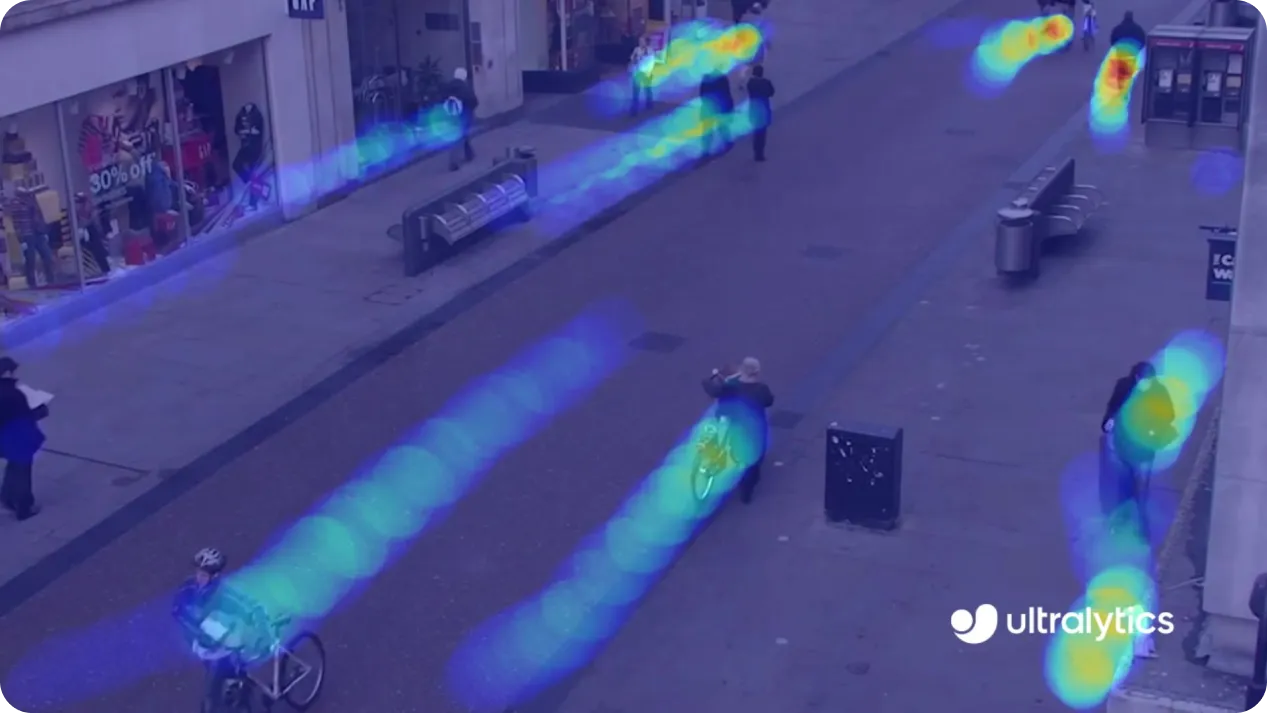
Computer vision is not only used in pharmaceutical manufacturing—it can also enhance efficiency in community and hospital pharmacies. Just as heat maps in urban environments reveal pedestrian movement patterns around stores, computer vision can provide similar insights into customer flow within pharmacies.
Retail pharmacies often face challenges in optimizing staff schedules, organizing product placement, and minimizing wait times at prescription counters. Understanding how customers navigate the space can help improve these processes.
By using computer vision models like YOLO11, pharmacies can generate heat maps to track foot traffic and customer interactions. Just as businesses can use street-level heat maps to determine high-traffic zones for retail placement, pharmacies can analyze which areas receive the most engagement whether it’s the prescription counter, over-the-counter medicine aisles, or consultation zones.
By identifying these patterns, store layouts can be adjusted to improve accessibility and streamline pharmacy operations. Additionally, computer vision can help pharmacy managers optimize staff allocation, ensuring that employees are positioned effectively to reduce congestion during peak hours.
By leveraging computer vision for customer behavior analysis, pharmacies can create a more organized and efficient environment, reducing bottlenecks and improving service delivery. These insights can support smarter retail operations, leading to shorter wait times, better inventory placement, and a more seamless experience for customers
Blister packaging is one of the most widely used packaging methods in the pharmaceutical industry, ensuring dose accuracy and product protection. However, errors such as missing, damaged, or misaligned pills within a blister pack can lead to medication errors, compromised dosages, and potential safety risks for patients. Manual inspections of blister packages can be time-consuming and prone to human error, making automated quality control an essential part of pharmaceutical packaging workflows.

Computer vision models can be trained to analyze blister packs in real time, detecting missing or incorrectly placed pills within sealed compartments. These models can also identify packaging defects, such as misaligned seals or deformed cavities, that could result in inconsistent dosing. By processing high-resolution images, AI-powered systems ensure that each medication package meets regulatory and quality assurance standards before reaching consumers.
By automating blister pack inspections, pharmaceutical companies can improve product integrity, reduce the risk of dispensing errors, and ensure compliance with stringent quality regulations. This AI-driven approach enhances packaging accuracy and efficiency, supporting safer medication distribution while reducing waste from defective packaging.
Tracking liquid medications in hospitals and pharmacies requires precise monitoring of pharmaceutical bottles, particularly saline bottles and IV fluids. Ensuring that these bottles are properly sealed, stored, and dispensed is crucial for maintaining medication safety and efficiency. Manual tracking methods can lead to inaccuracies in inventory management, potentially resulting in shortages or overstocking of essential medications.
Computer vision models can be used to analyze pharmaceutical bottles, detecting whether a bottle is full, almost full, or empty. By processing high-resolution images, these models can assess liquid levels inside transparent or semi-transparent containers, allowing hospitals and pharmacies to make data-driven inventory decisions. Additionally, they can identify damaged or incorrectly sealed bottles, preventing the distribution of compromised medications.

By automating bottle detection and liquid level assessment, hospitals and pharmacies can optimize their inventory systems, reduce medication waste, and ensure accurate stock management. This AI-driven approach helps improve patient safety and operational efficiency, supporting better resource allocation and storage in healthcare settings.
Adopting computer vision in pharmaceutical applications can improve efficiency, accuracy, and regulatory compliance. Key benefits include:
With these advantages, computer vision technology is expected to play an even greater role in pharmaceutical automation in the coming years.
As AI and computer vision continue to evolve, their applications in the pharmaceutical industry may extend beyond manufacturing and inventory management. Emerging advancements could offer new ways to optimize pharmacy operations, improve medication distribution, and enhance patient safety.
One potential development is AI-powered AR consultations within pharmacies. By integrating AR with computer vision, pharmacists may be able to visually analyze medication adherence, assist patients with prescription instructions, and provide data-driven recommendations. This could improve remote pharmaceutical consultations, making medication guidance more accessible and personalized.
Automated medication sorting and expiration detection is another promising application. Computer vision could be used to scan and categorize pharmaceutical stock, ensuring that expired medications are identified and removed before dispensing. By integrating AI-driven sorting systems, pharmacies and hospitals may improve inventory accuracy, reduce waste, and enhance patient safety.
AI-driven medication adherence monitoring could also become a valuable tool in pharmacy operations. Computer vision models may analyze blister pack usage or detect patterns in prescription refills, helping pharmacists identify non-adherence risks. These insights could support targeted interventions, ensuring that patients follow prescribed treatments correctly.
These advancements suggest that as computer vision technology progresses, it could play a greater role in both pharmaceutical efficiency and patient care, helping to improve processes across the industry.
As pharmaceutical operations scale, computer vision models like YOLO11 offer practical solutions for improving pill detection, inventory tracking, and quality control. By automating inspection and pharmacy workflows, these models can support more efficient and accurate pharmaceutical processes.
Whether it’s enhancing manufacturing efficiency, improving packaging verification, or optimizing retail pharmacy operations, computer vision is proving to be a valuable tool in the pharmaceutical industry. Explore how YOLO11 can be applied in pharmaceutical workflows to support smarter and more efficient industry solutions.
Get started with YOLO11 and join our community to learn more about the use cases of computer vision. Discover how YOLO models are driving advancements across industries, from manufacturing to health care. Check out our licensing options to begin your Vision AI projects today.
.webp)

.webp)